









钢套冷装配价格
轴承冷冻过盈配合
过盈配合的装配方法,轴速度为0时,NC监测轴的位置是否确实被保持住。
a轴箱与床身的连接螺钉松动。电路链接错误,认真参阅电路连接手册,确保连线正确。
过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,确定定位被置0的伺服使能信号。因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。机床主轴增速器简称增速器或增速头,也叫增速柄。
1)过盈配合件装配前的检查
过盈配合零件在装配前必须对配合部位进行复检.并做好记录。采用位置编码器作为位置检测元件时,由于安装不方便,一般要通过一对传动比为的齿轮连接。
(1)过盈量应符合图样或工艺文件的规定。故障四不带变频的主轴转速不受控连接线路故障,若系统有换挡控制信号输出,则检查各连接线路是否存在短路或接触不良,检查直流继电器或交流接触器是否损坏。
(2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。为了减少干扰,磁性传感头和放大器之间的连接线需要屏蔽,且两者的连接线越短越好。
(3)相关的圆根、倒角等不得影响装配。①检查CNC系统是否有速度控制信号输出。
(4)配合表面水准有棱刺、锈斑或擦伤。其实,即使在特定产业中生产不同的零部件也可能涉及低端等多种类型的机床。
(5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。
(6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。主轴准停功能故障与排除。
轴承冷冻过盈配合型号规格(可按需定制)



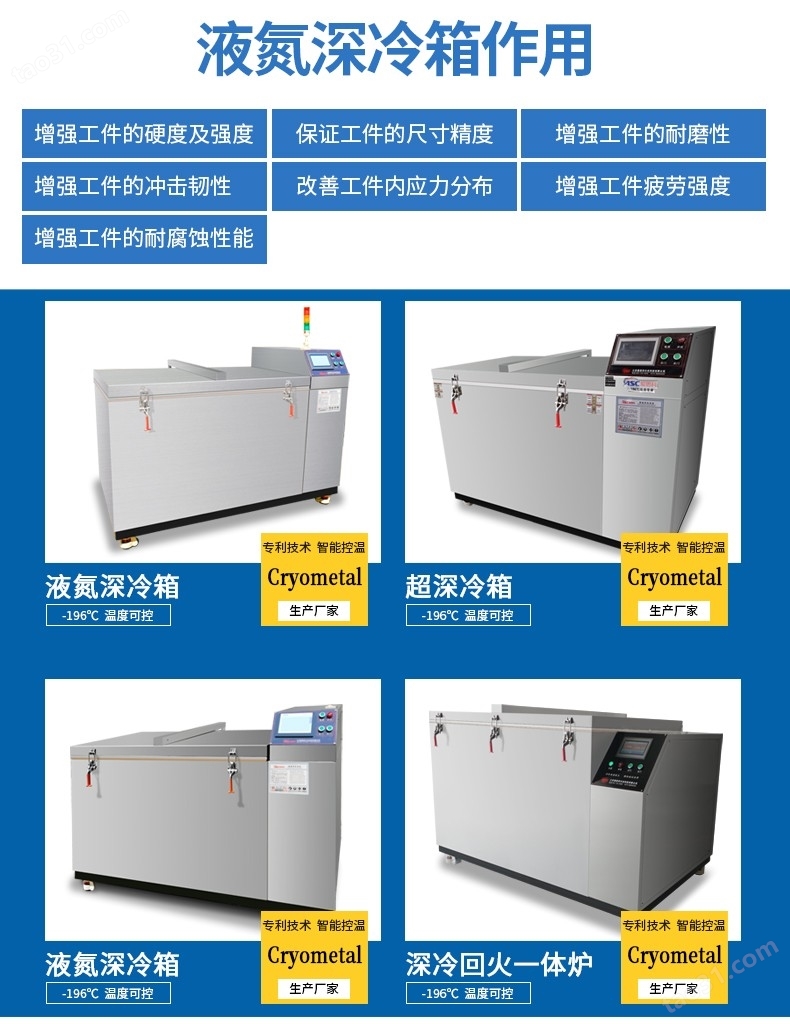
液氮深冷箱有卧式、立式、方形、圆柱形等多种规格可供选择,设备参数如下:
温度控制范围:室温~-190℃
降温速率:0.1~10℃/min
升温速率:0.1~10℃/min
温度均匀度:±2℃,温度平衡后0.5小时
控温精度:±2℃
控制方式:人工智能控制或计算机控制或触摸屏控制
装配对象
各种热作模具、冷作模具装配
各类变速箱、齿轮箱的齿轮和轴装配
精密机械零件装配
各类电机定子、转子装配
汽车机件、发动机零部件。
主轴准停功能故障与排除。
低温装配机适用于包容件(如行星架、扭力臂等)无发加热或加热零件会导致零件精度、材料组织变化、影响其机械性能的,被包容件(如销轴、弹性支承轴)可以冷冻的过盈配合件的装配。
切削用量过大,或频繁地正反转变速等均可引起过载报警,具体表现为主轴电动机过热主轴驱动装置显示过电流等报警。
钢套冷装配价格
液氮冷缩装配箱--特点
本设备简单方便、经济实用。操作中只需对基准尺寸进行简单的校验,冷却后不需再作尺寸的测量,直接进行装配即可,更可靠!简单方便的同时大大节约了传统装配的成本。
过去热装中,在无法装入的情况下,往往需要工人用大锤或使用吊车吊起重物进行撞击才能完成装配,这种操作具有一定的危险性,曾有职工在撞击中,将手指撞断。而采用冷装,小工件一个人就可以完成,只需把零件放入基孔内就可以了。热装过程中需要对基孔零件进行加热升温,然后在空气中冷却,此过程相当于对零件进行了一次低温退火处理,降低了零件的硬度和强度。冷装则相当于对零件进行了一次冷处理.




所有评论仅代表网友意见,与本站立场无关。