









马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
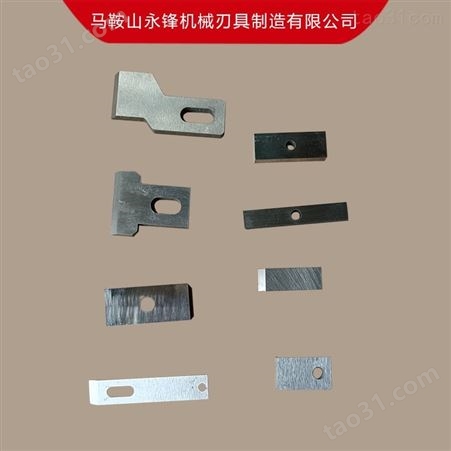
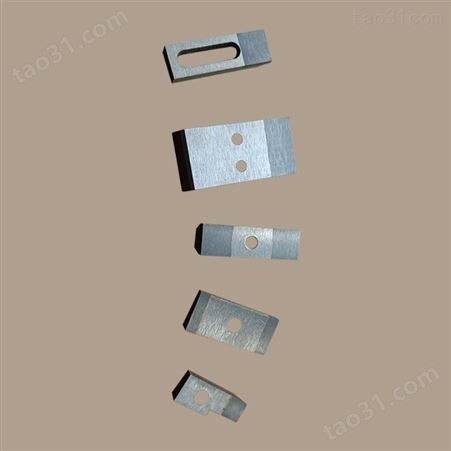
热切刀片产品磨削加工
钨片产品以其优异的使用性能成为工业生产加工的选择。钨片产品材料在进行磨削加工时,操作不当或砂轮选用不妥等极容易导致钨片因磨削温度过高致使合金表面过烧或至其韧性降低,脆性加大从而影响钨片产品质量。
合理选择和修整砂轮,采用白刚玉的砂轮较好,它的性能硬而脆,且易产生新的切削刃,因此切削力小,磨削热较小,在粒度上使用中等粒度,如46~60目较好,在砂轮硬度上采用中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,自励性好可降低切削热。
如何正确选用热切刀片材料 陶瓷材料是一种*的三孔刀片材料,因其优良的切削性能和高而备受青睐。本文介绍了近十几年来发展迅速的陶瓷材料的性能及品种,并针对不同类型陶瓷材料的性能优劣,给出选用建议。 随着现代科学技术和生产的发展,各种新型的难加工材料在产品中大量应用,传统的硬质合金刀片材料已难以满足生产需要,而陶瓷三孔刀片材料则以其优异的耐热性、耐磨性、良好的化学稳定性和高而受到了人们的青睐。尤其是在高速切削领域和难加工材料方面,显示出了传统刀片的优势。 与三孔刀片硬质合金材料相比,三孔刀片陶瓷材料硬度高达92-95 HRA,耐磨性好,在相同条件下加工钢料时,它的磨损仅为P10(YT15) 硬质合金刀片的1/15,刀具寿命长。同时,三孔刀片陶瓷材料与钢铁等金属材料的亲和力小,摩擦系数低,抗黏结和抗扩散能力强,切削时不易黏刀及产生积屑瘤,加工表面质量好。片的耐热性也很好,在1,200℃时仍能保持80HRA左右的高硬度,所以适合在高温下进行高速切削和干切削,而价格又远低于切削性能与之相近的金刚石和立方氮化硼刀具。 片材料的品种多达几十种,不同种类的陶瓷三孔刀片有着不同的应用范围,故须正确选择三孔刀片陶瓷的种类与牌号,使其与被加工材料相“匹配"。除需要满足技术要求外,还应满足经济和环保性能的要求。
热切刀片分切纸板尾部偏斜:
1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。
分切机刀片产生毛边:
1、分切机刀片已钝、应打磨;
2、分切机刀片与刀槽重合过浅;
3、分切机刀片的刀槽内卷入纸边、纸毛,应清理干净再开机;
4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。
分切机刀片压痕线容易:
1、原纸低劣;
2、压线过深。
分切机刀片压痕线条不直:
1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;
2、分切机刀片送纸偏斜;
3、分切机刀片上下压线轮未调正。
分切机刀片切口边缘不垂直:
1、分切机刀片刀架角度不正;
2、分切机刀片不在刀槽中心;
3、分切机刀片刀刃磨偏。








所有评论仅代表网友意见,与本站立场无关。